


OFweek激光网讯:切割技术不断改进,而光纤激光切割成为目前本行业最前进的技术之一。光纤激光切割技术仅在近几年内出现却以高的电光转化效率,和低的使用成本和维护费用,受到了越来越多人的青睐。本文将着重分析光纤激光薄板切割的关键因素……
1.引言
1.1激光技术现状
近年来,激光技术在我国飞速发展,特别是低碳环保概念的推广,光纤激光以高的电光转化效率,和低的使用成本和维护费用,受到了越来越多人的青睐。激光技术在我国工业加工领域得到日益广泛的应用,它具有切割速度快,切口宽度窄,实用范围广,精度高等诸多优势。激烈的市场竞争,使大家对激光切割质量更加关注。
1.2影响激光切割质量的因素

由上图我们可以清除的看到激光切割加工过程非常复杂,影响因素有很多,如果控制不当,其切割精度和质量将会受到很大的影响。如何能够准确,快速,有效的把握好影响光纤切割质量的关键因素,显得十分重要。
1.3激光切割原理
激光切割是利用聚焦镜将准直好的激光束聚焦在切割材料表面,将高能量密度的激光束注入到材料表面,使材料熔化或汽化,同时与激光束同轴的压缩气体由喷嘴喷出,将熔化或汽化的材料由切口底部吹出。然后经过控制平台的运动,形成切割轨迹,得到所需的图形。
2光纤激光薄板切割工艺研究
2.1实验思路及方法
实验设备
实验设备包括激光加工工业级平台,其重复定位精度为+/-0.01mm,调高采用高精密自动跟踪电容式调高器,以及高倍光学显微镜及粗糙度测试仪,实验的激光器采用上海飞博激光科技有限公司生产的MARS 500w的单模激光,纤径为20um。CW模式平均功率为500w,在QCW调制脉冲模式下,峰值功率可达到1000w。
本次不锈钢切割实验采用QCW连续切割,经过准直和聚焦后光斑直径约为33um,切割图形为20mm*20mm方形,为避免激光切口处对切割横截面的影响,该实验加入了5mm的引入线和2mm的引出线。
2.2实验方法
由光纤激光产生的一定功率和能量密度的连续激光,通过准直,聚焦等光学系统垂直作用在碳钢板上,在辅助切割气体N2的帮助下,形成熔渣,并把熔渣排除后形成割缝,然后经过控制平台的运动,形成切割轨迹,得到所需的图形。用高倍光学显微镜观察切割表面质量并作出样品评估。通过粗糙度仪测得切割截面的粗糙度RZ值填到C9一栏中。对整个实验过程进行全因子数据分析,找到主效应变量,并寻找最佳切割参数方向。
2.3实验设计
全因子实验设计也叫做析因设计,就是实验中所涉及到的全部实验因素的各水平全面组合形成不同的实验条件,每个实验条件下进行两次或两次以上的独立重复实验。全因子实验设计的最大优点是所获得的信息量很多,可以准确地估计各实验因素的主效应的大小,还可估计因素之间各级交互作用效应的大小;其最大缺点是所需要的实验次数最多,因此耗费的人力、物力和时间也较多,当所考察的实验因素和水平较多时,研究者很难承受。所以本次实验的启动参数是以一组经验参数开始的,在本次实验中以下参数是保持不变的:准直和聚焦光学系统,喷嘴的直径,激光功率,切割高度和切割辅助气体的种类。在上述条件不变时,研究切割速度,切割气体N2的气压,离焦量和焦点位置四组参数因子对切割质量的影响。
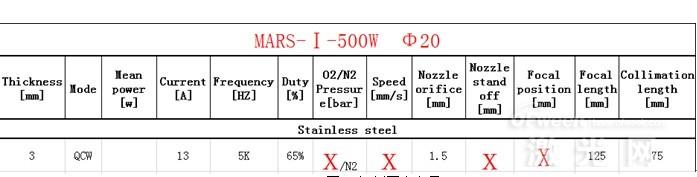
图1 切割因素变量
述参数是本次实验保持不变的外界条件,在研究的4个参数因子中,在图1中用X来表示是未知项。每一个因子我们选一个高水平的值,和一个低水平的值来研究,做全因子实验数据分析,并一一作出切割质量评估。
本次全因子实验有如下几个特性:其一,它要求实验时全部因素同时施加,即每次做实验都将涉及到每个因素的一个特定水平;其二,因素对定量观测结果的影响是地位平等的,即在专业上没有充分的证据认为哪些因素对定量观测结果的影响大、而另一些影响小;其三,可以准确地估计各因素及其各级交互作用的效应大小。
切割质量图片如下:

图2 切割端面在高倍显微镜下呈现的特性
在得到切割实验样品后,用粗糙度仪测得的(标1~标15)RZ值填入每一组切割因素相对应的切割质量C9一栏内
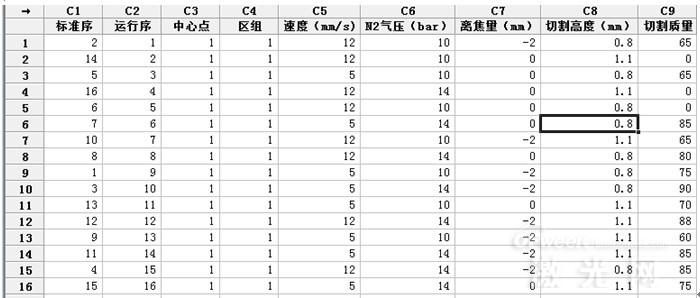
图3 实验数据整理
由上述实验数据得到的切割质量主效应均值图。
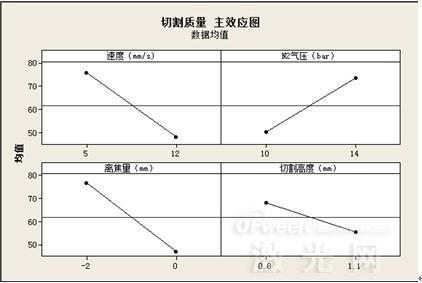
图4 切割质量主效应图
由实验数据得到的pareto 图,
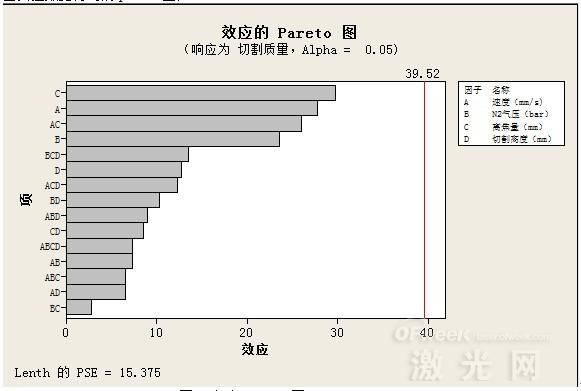
图5 实验pareto 图
通过pareto我们可以看出,在3mm不锈钢板切割中,以切割质量为主效应量时,离焦量,速度,和切割气体的气压对切割质量占据了重要的因素。
为得到最佳切割质量,经实验数据分析优化响应曲线如下图所示:
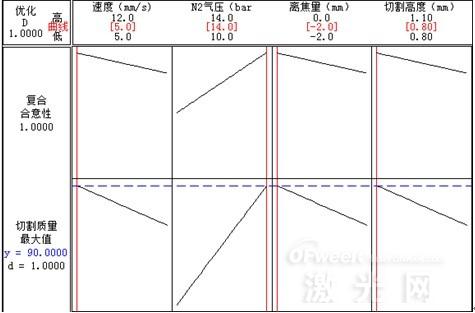
图六 优化响应曲线
由图六 的优化响应曲线可以看到,为能够得到最优的切割质量y=90.0000,在本次实验中,最佳的切割因子为速度5.0mm/s,N2 14bar,离焦量为-2.0,切割高度为0.8mm。
3.实验结论
通过以上实验数据,在类似厚度为3mm不锈钢切割实验中,实验efficient值最大的为离焦量,其次为速度,然后为速度和离焦量的交互作用。最佳切割因子为:速度(5mm/s),切割气体(气压为14bar),离焦量(为-2mm),切割高度为(0.8mm)。
4.结束语
随着光纤激光器在国内技术的日益成熟,上海飞博等一批新型高科技公司推动了国内激光区域产业结构调整,打破了国外品牌长期垄断的现象。特别是贵公司在2um激光器,线偏激光器领域弥补了国内这一领域的空白,并有着不错的市场反馈。光纤激光器因其卓越的性能,可靠性,对客户来讲是物超所值,可以有理由相信,未来两到三年,一定是光纤激光大爆发的时代。